Характеристики и описание
- Основные
- Производитель
- Диаметр электрода2.5 мм
- Вес упаковки4.5 кг
- Длина электрода350 мм
- Страна производительРоссия
- Тип покрытого электрода по покрытиюС основным покрытием
- Тип покрытого электрода по применениюДля сварки низколегированных и углеродистых конструкционных сталей
- Тип покрытого электрода по положениям сварки в пространствеВо всех пространственных положениях
- Тип металлического электродаПлавящиеся
- Пользовательские характеристики
- Тип электродаПостоянный ток
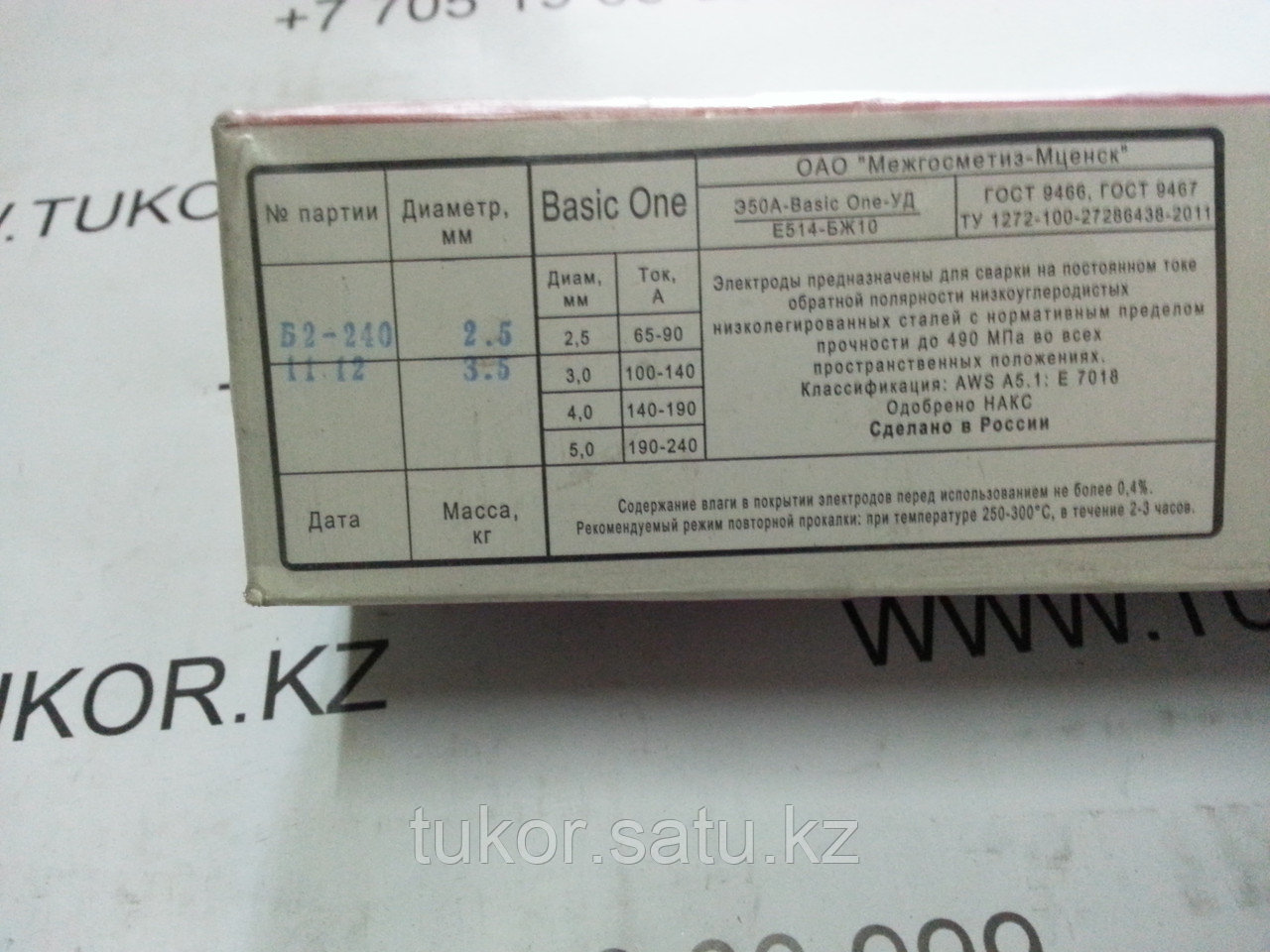
Сварочные электроды BASIC ONE Lincoln Electric (Орловские электроды)
Диаметр электрода ― 2,5 мм.
ГОСТ 9467
Тип электрода : Э50А
AWS : E7018
ISO 2560-А E 42 4 B 4 2 H
AWS A5.1
Высококачественный электрод предназначен для ручной дуговой сварки во всех пространственных положениях низкоуглеродных сталей с массовой долей углерода до 0,04 % и низколегированных сталей с нормативным пределом точности до 490 МПа (включительно), током обратной полярности кроме вертикального "сверху-вниз".
Характеристика электродов
Покрытие ― основное
Коэффициент наплавки ― 8,5 ― 9,5 г/А, ч
Расход электродов на 1 кг. наплавленного металла ― 1,4 кг.
| Химический состав наплавленного металла, % | ||||
| Углерод, не более |
Марганец | Кремний | Сера | Фосфор |
| не более | ||||
| 0,05 | 1,1-1,6 | 0,2-0,6 | 0,025 | 0,025 |
| Механические свойства металла шва, не менее | |||
| Временное сопротивление, МПА | Предел текучести, МПа |
Относительное удлинение,% | Ударная вязкость, Дж/см2 |
| 580 | 520 | 22 | 130 при минус 40 С |
| Геометрические размеры электродов и сила тока при сварке | ||
| Диаметр, мм | Длина, мм | Ток, А |
| 2,5 | 350 | 65-90 |
| 3,0 | 350 | 100-140 |
| 4,0 | 450 | 140-190 |
| 5,0 | 450 | 190-240 |
Особые свойства:
Эффективность наплавки электрода составляет 120 %
Сварной шов имеет высокую ударную вязкость при низких температурах

Отзывы о продавце
Об этом продавце пока что нет отзывов.
- Satu защищает

- Тут доставляют

Доставка
 Самовывоз
Самовывоз курьером
курьером- почтой
- Транспортная компания (Бесплатно)
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет
Похожее у других продавцов













